
When Reflow Runs Too Hot: Secondary IMC Formation in BGAs
By Foresite
In BGA solder joints, the integrity of the intermetallic compound (IMC) layer at the solder-to-pad interface is fundamental to long-term reliability. A properly formed IMC provides both mechanical strength and metallurgical continuity between the solder alloy and the pad finish.
Under controlled reflow conditions, a single, stable IMC layer forms and stabilizes as the assembly cools. But when the reflow profile runs hotter than intended — or remains above liquidus longer than necessary — the intermetallic reaction does not simply pause at its ideal thickness. It continues to grow.
That additional growth can lead to the formation of a secondary IMC layer within the joint — a brittle interface that significantly reduces mechanical robustness.
Mechanism of Secondary IMC Formation
During standard SAC reflow, tin in the molten solder reacts with copper or nickel at the pad surface to form intermetallic compounds such as Cu₆Sn₅, Cu₃Sn, or Ni₃Sn₄, depending on the surface finish. The thickness of this layer is directly influenced by time and temperature.
When thermal exposure is excessive, two important shifts occur:
The primary IMC grows beyond its optimal range
A secondary reaction layer begins forming within the interface structure
As IMC thickness increases, ductility decreases. What was once a balanced metallurgical bond becomes progressively more brittle. The joint becomes increasingly susceptible to fracture under thermal cycling, vibration, or mechanical loading.
Unlike wetting defects or voiding, secondary IMC formation produces no obvious external warning signs. The joint can appear acceptable by visual inspection while containing a compromised interface beneath the surface.
Increased Sensitivity in Thin PCBs
Thin substrates introduce an additional layer of process sensitivity due to reduced thermal mass. They reach peak temperature quickly and can remain at elevated temperatures longer if ramp rates and cooling are not tightly controlled.
In these assemblies, accelerated IMC growth can occur from both sides of the interface. As board thickness decreases, process margin narrows. Small deviations in profile control can have outsized metallurgical consequences.
Considerations with ENIG Surface Finish
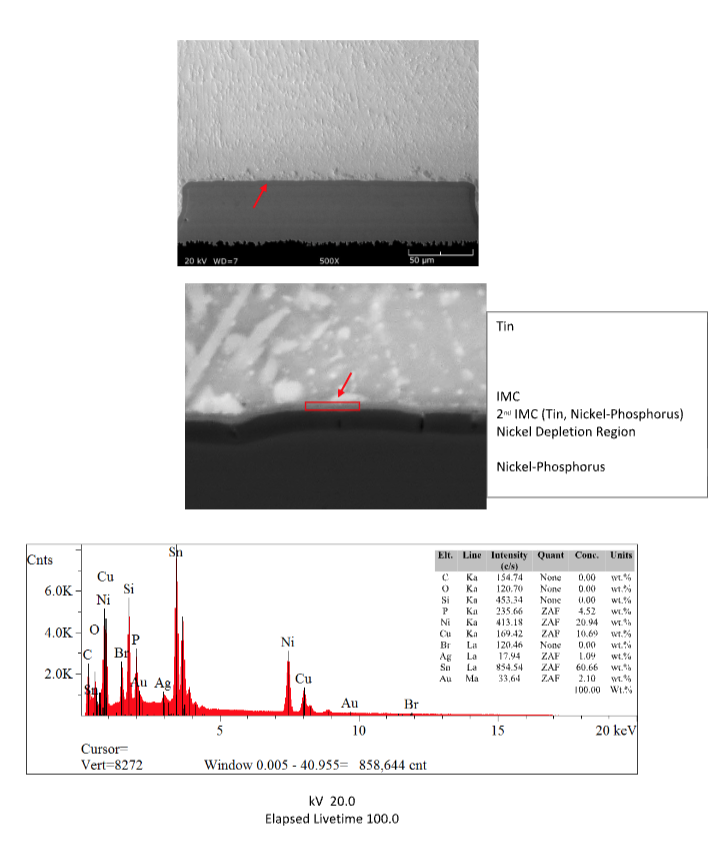
Assemblies built with ENIG (Electroless Nickel Immersion Gold) surface finish require particular attention. In ENIG systems, the solder reaction primarily occurs at the nickel-to-tin interface after the thin immersion gold layer dissolves during reflow.
With excessive thermal input, the nickel-tin reaction rate increases significantly. Overgrowth of Ni-Sn intermetallics may occur, and additional reaction layers can develop near the nickel barrier.
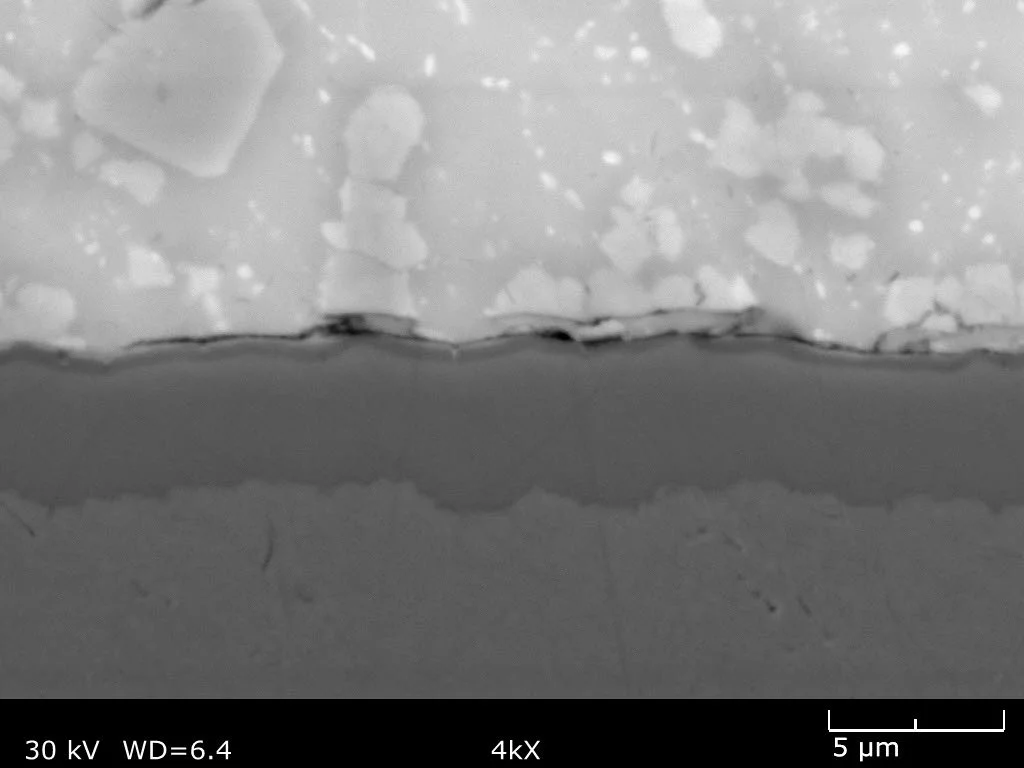
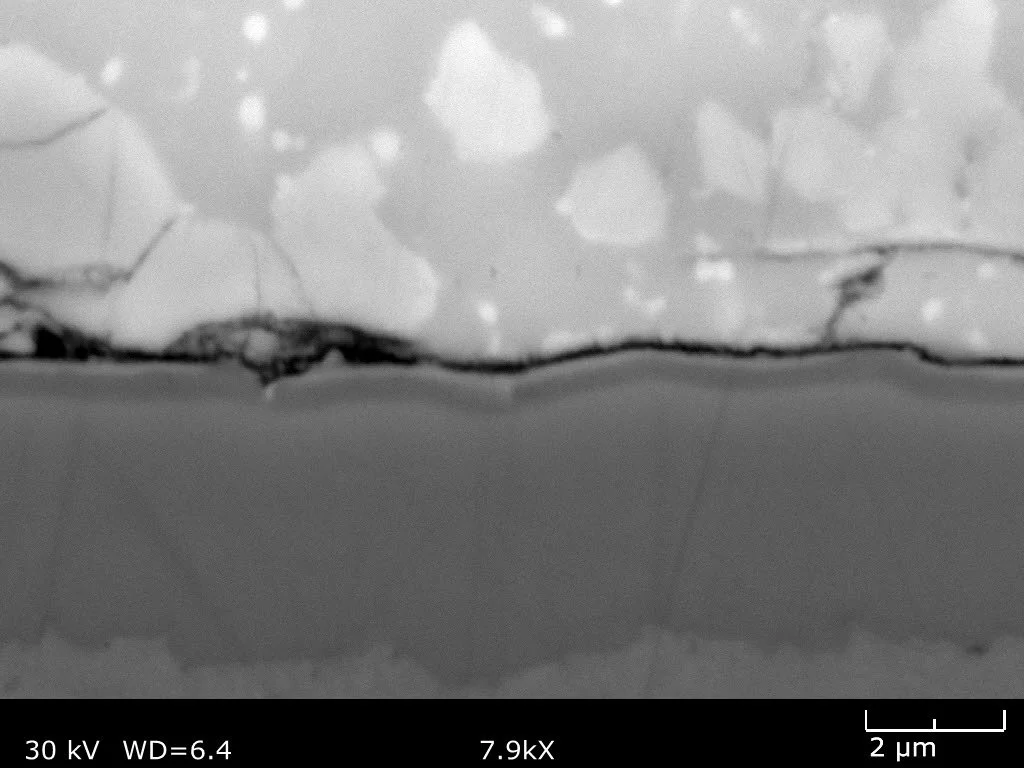
In failure analysis, this often presents as:
Planar fracture surfaces along the intermetallic boundary
Distinct layered IMC morphology
Clean separations at the secondary interface
These fracture patterns are consistent with brittle failure initiated at an overgrown intermetallic layer.
Why This Failure Mode Is Often Missed
Process evaluations typically focus on visible assembly concerns: voiding, non-wetting, solder volume, or head-in-pillow conditions. IMC thickness is rarely measured unless reliability failures have already emerged.
Because IMC growth is a metallurgical progression rather than a geometric defect, it often remains undetected until environmental or mechanical stress exposes the weakness. When fatigue loading occurs, separation frequently propagates along the brittle secondary interface.
The origin of the failure, however, traces back to reflow.
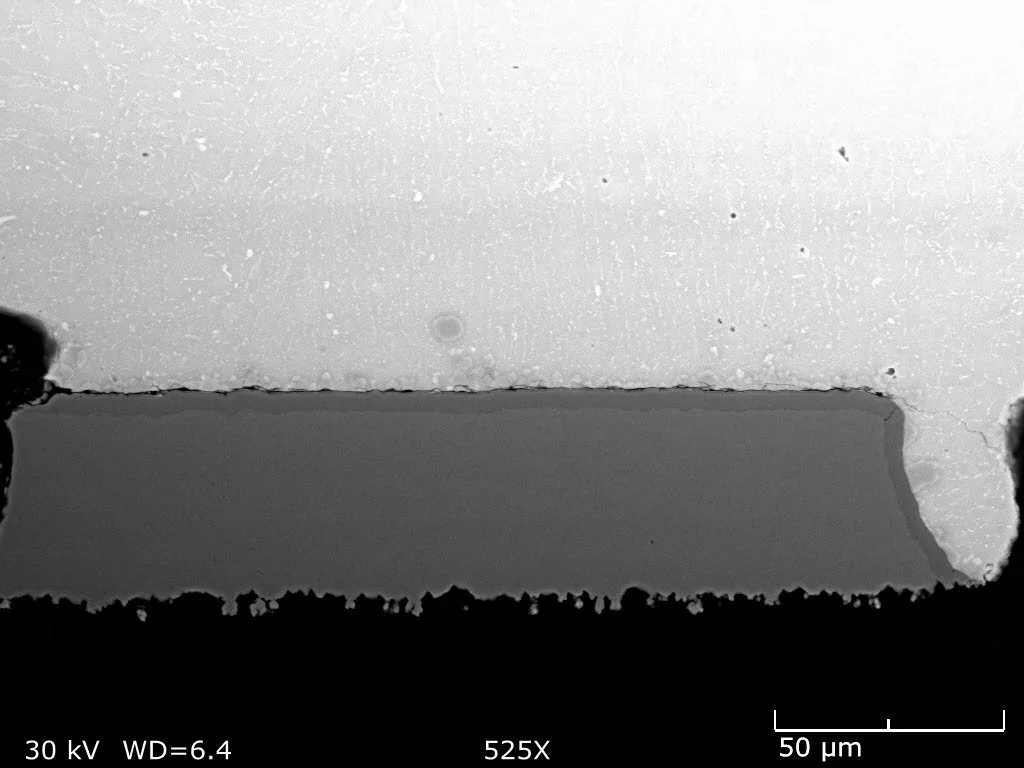
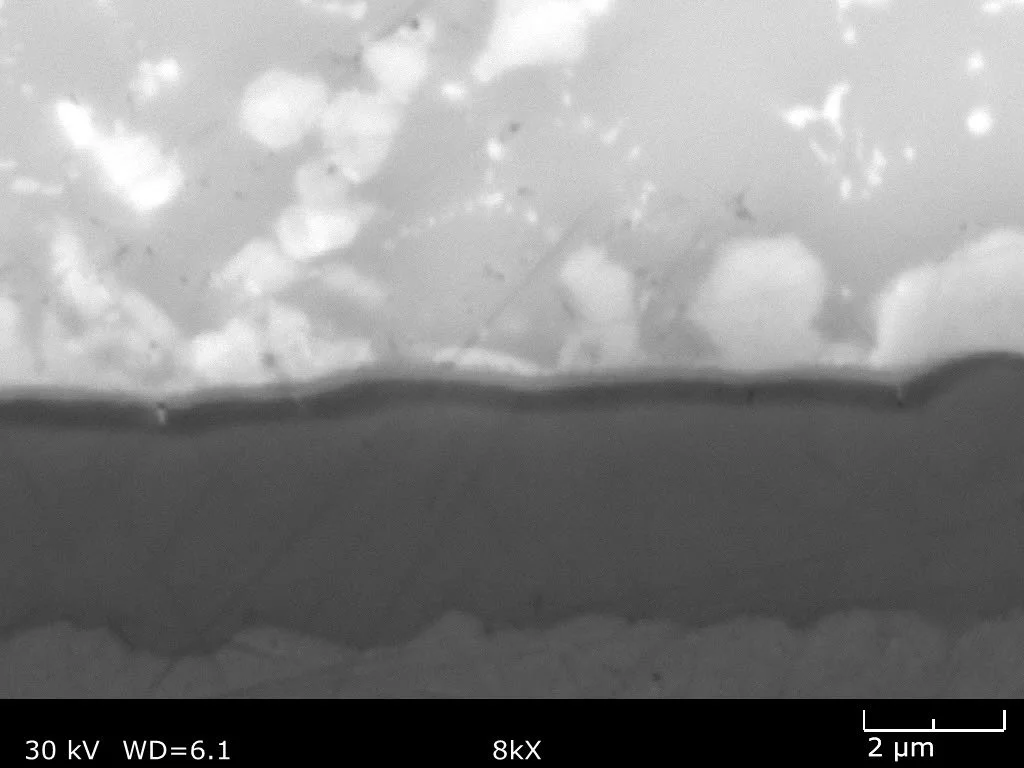
What Microsection Analysis Reveals
Cross-sectional analysis of affected BGAs commonly shows:
IMC thickness exceeding expected design parameters
Multiple distinct reaction layers
Fracture paths propagating along secondary intermetallic boundaries
These findings are strongly correlated with excessive peak temperature, extended time above liquidus, or repeated reflow exposures.
Conclusion
Reflow is more than a solder-melting step — it is a controlled metallurgical reaction. IMC growth follows predictable kinetics based on time and temperature. When those limits are exceeded, additional interfacial layers form, reducing ductility and increasing brittleness within the joint.
Secondary IMC formation remains one of the more under-recognized contributors to BGA reliability failures. It does not typically reveal itself during initial inspection, but it meaningfully reduces long-term mechanical integrity.
Careful control of peak temperature, time above liquidus, and total thermal exposure is essential — particularly for thin boards and ENIG-finished assemblies.
When planar separations or early-life fatigue failures are observed in BGAs, excessive IMC growth should be part of the root cause discussion.